







玻璃属于脆性材料,磨边加工过程属于去除加工,脆性断裂,划伤,磨削不均匀都会导致一系列缺陷的产生,常见缺陷有崩边、亮边、划伤、坑、磨痕、磨削网纹等。由于玻璃边部非常薄,缺陷非常细微,依靠人眼检测难度大效率低,基于机器视觉技术玻璃磨边缺陷在线检测具有检测精度高、快速识别缺陷、自动化程度高、可定制化程度高等优势,机器视觉技术在玻璃检测中正在广泛应用。
赛拓专注玻璃检测领域多年,公司设有专业的机器视觉实验室和项目评估小组,拥有丰富的玻璃检测方案和大量的成功案例。收到玻璃样品后机器视觉实验室针对玻璃磨边检测需求,定制光学检测方案。

赛拓机器视觉实验室玻璃磨边检测样品
一、玻璃磨边检测需求:
1、玻璃厚度:1.2mm-5mm
2、玻璃形状:矩形
3、检测位置:产品的四个边+面板及背板20mm位置
4、 检测缺陷:崩边、亮边、划伤、坑、磨痕、磨削网纹
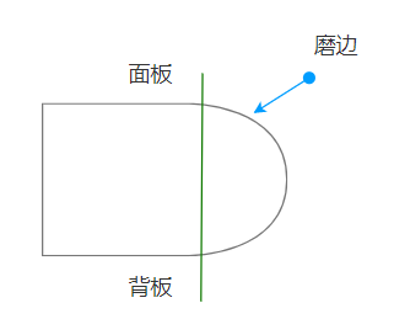
二、玻璃磨边缺陷特点及成像分析
以崩边为例。生崩边缺陷的原因有:磨削速度过快;磨轮质量限制;磨轮位置未调整好;冷却水质差或水压太小;新更换的磨轮未开锋;原片自身崩边;磨轮耗损严重;电机振动太大。
从宏观上看,崩边呈轮廓不规则的凹陷小坑,它的位置是紧贴着棱角边缘的;
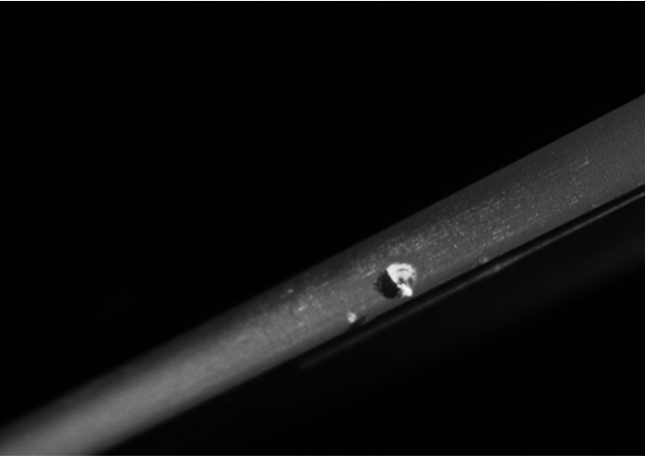
从微观角度分析,爆边的断裂表面凹凸不平且粗糙度低,可达到镜面反射的效果。当有光照射时,凸面将光发散地反射出去,镜头捕捉的光少,呈暗区;凹面将光汇聚地反射出来,镜头捕捉的光多,呈亮区。玻璃崩边缺陷拍摄效果如下图。

崩边
三、实验室采集图像效果
通过实验室根据提供的样品进行成像测试,评估缺陷,检出理论精度在0.05毫米/像素。
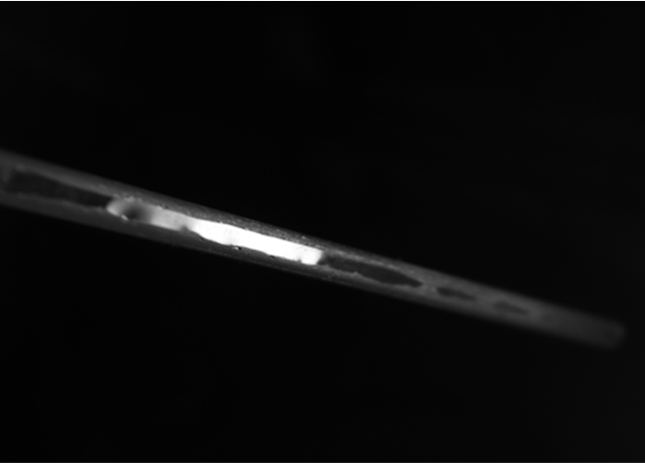
亮边

崩边-磨边面
坑-磨边面
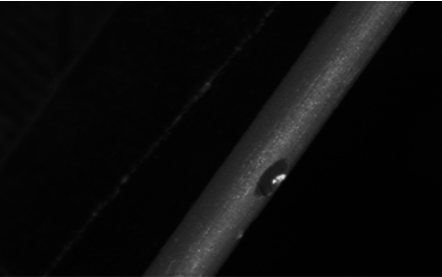
坑-面板/背板